Understanding the Gold Standard of Manufacturing

Plastic injection molding is the most widely used process for mass-producing identical plastic parts. Imagine making an ice cube. You pour water into a tray, let it freeze, and pop out the shape. Injection molding is the high-tech, industrial version of that. Instead of water, we use melted plastic. Instead of an ice tray, we use a precision-machined metal mold. Instead of waiting for a freezer, we use hundreds of tons of pressure to force the plastic into the shape in seconds.
Why is Injection Molding the King of Production?
In the world of making things, we usually talk about three main technologies: Subtractive (like CNC machining where you carve material away), Additive (like 3D printing where you build layers), and Formative. Injection molding is formative. It doesn’t waste material like CNC, and it’s much faster than 3D printing for large quantities.
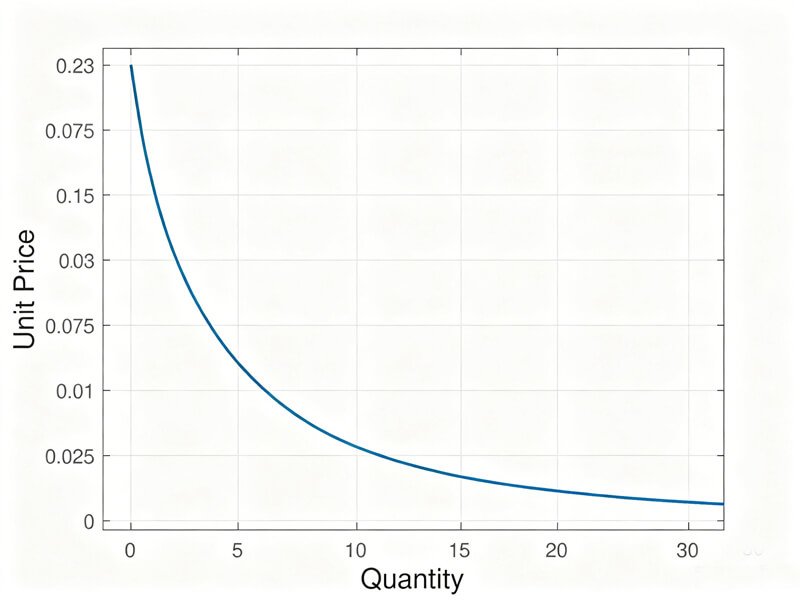
The primary reason businesses choose this method is Economies of Scale. While the first part might cost $5,000 because of the mold cost, the 100,000th part might only cost $0.10. It offers incredible repeatability and allows for complex geometries that are impossible to machine.
| Process | Best For | Material Strength | Setup Speed | Cost Per Unit (High Vol) |
|---|---|---|---|---|
| 3D Printing | 1-10 Units | Moderate | Instant | High |
| CNC Machining | 10-100 Units | High | Fast | Moderate |
| Injection Molding | 500+ Units | Excellent | Slow | Very Low |
Prototype Injection Molding: De-risking Your Dream
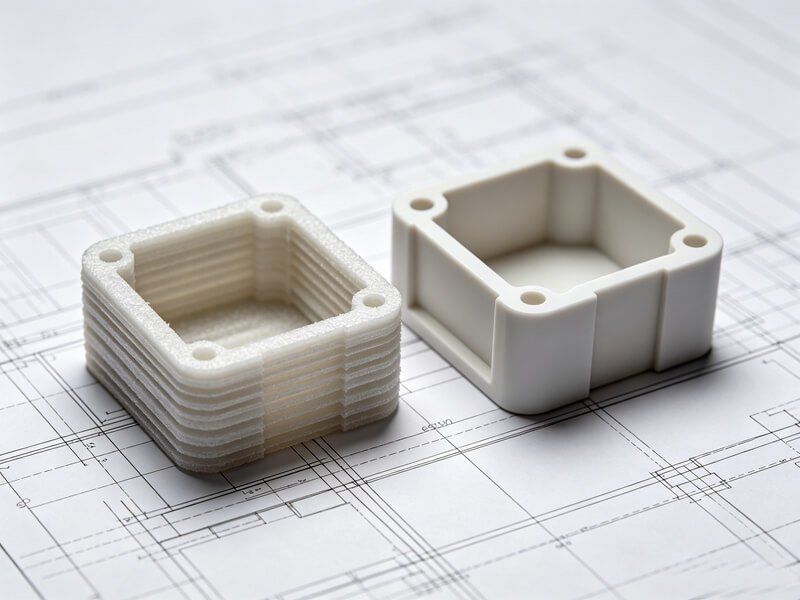
A common mistake many engineers make is jumping directly from a 3D-printed model to a $20,000 mass-production steel mold. This is a gamble. 3D-printed materials don’t behave like molded plastic. They aren’t as strong, and they don’t show how the melted resin will flow into thin walls or around corners. This is where Prototype Injection Molding comes in.
The “Bridge” to Success
Prototype molding allows you to use Production-Equivalent materials. If your final part is going to be made of glass-filled Nylon, you should test it in glass-filled Nylon. Using rapid tooling—often made from aluminum—you can get real molded parts in your hands in just 7 to 14 days. This lets you “fail fast and fail cheap.” It is much better to find a design flaw in a $3,000 aluminum tool than in a $50,000 hardened steel mold that takes 10 weeks to remake.
“A prototype isn’t just a model; it’s an insurance policy for your manufacturing budget.”
Rapid Tooling vs. Conventional Tooling

Not all molds are created equal. The material used to build the mold determines how fast you get your parts and how many you can make. In the rapid manufacturing industry, we usually classify tools into two groups: Soft Tooling (Aluminum) and Hard Tooling (Steel).
Aluminum Tooling (The Speed King)
We use high-strength 7075-T6 Aluminum. Why? Because aluminum dissipates heat five times faster than steel. This means the plastic cools faster, the machine runs faster, and your parts are ready sooner. Aluminum is also much easier to carve using a CNC machine, which cuts the mold-building time in half. It’s perfect for quantities ranging from 50 to 5,000 parts.
Steel Tooling (The Marathon Runner)
If you need millions of parts, you need Hardened Steel (like H13 or S136). These molds are tough enough to withstand the abrasive force of glass-filled plastics and the high temperatures of 24/7 production for years. While they cost significantly more and take longer to build, they provide the lowest per-part cost over the long term.
The MUD System: Strategic Savings
One clever way we save our customers money is the Master Unit Die (MUD) system. Instead of building a whole mold base every time, we use a standard universal frame. You only pay for the “inserts”—the actual shape of your part. This can reduce your initial tooling bill by up to 66%!
Design for Manufacturability (DFM): The Engineer’s Secret Code
Designing for injection molding is like learning a new language. A design that looks perfect on a computer screen might be a disaster in the factory. Professional molders use a process called DFM Analysis to catch these problems early. Here are the most important rules you need to follow:
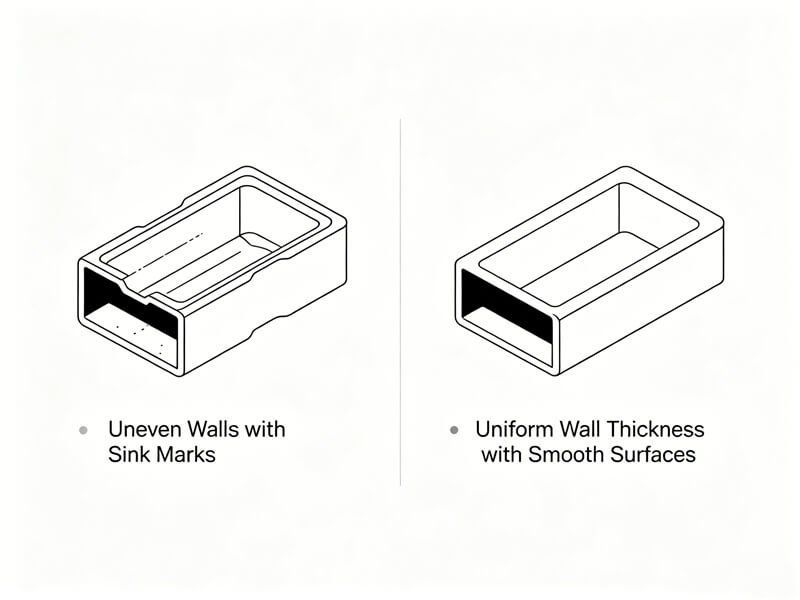
The Golden Rule: Uniform Wall Thickness
Plastic shrinks as it cools. If one part of your design is very thick and another is very thin, they will cool at different speeds. The result? The part will warp or develop “sink marks” (ugly dimples on the surface). Always aim for a constant wall thickness throughout your entire part. For most engineering resins, a range of 2mm to 4mm is the sweet spot.
Draft Angles: The “Tapered Cup” Concept
Think about a stack of plastic cups. Why do they slide apart so easily? It’s because the walls are slightly angled. In molding, this is called a Draft Angle. Without this 1-degree to 3-degree taper, the part will scrape against the metal mold as it tries to come out, leaving ugly “drag marks” or getting stuck entirely.
Ribs and Bosses: Strength Without Mass
If you need your part to be stronger, don’t just make the walls thicker. Add Ribs. To prevent sink marks, a good rule of thumb is to make the rib thickness about 60% of the main wall thickness. This gives you the strength of a heavy part with the cooling speed of a light one.
| Resin Material | Recommended Wall Thickness (mm) | Suggested Draft Angle |
|---|---|---|
| ABS | 1.14 – 3.56 | 1.5° – 2° |
| Polypropylene (PP) | 0.89 – 3.81 | 1° – 1.5° |
| Polycarbonate (PC) | 1.02 – 3.81 | 2° – 3° |
| Nylon (PA66) | 0.76 – 2.92 | 1.5° – 2° |
Material Science: Choosing the Right Polymer

With tens of thousands of resins available, choosing the right one can feel overwhelming. The key is to match the material to the Environment and the Function of your part.
The Everyday Heroes: Commodity Plastics
- ABS: Strong, impact-resistant, and looks great. It’s what Legos are made of. It’s easy to machine and paint, making it a favorite for prototypes.
- Polypropylene (PP): Extremely flexible and chemical-resistant. If you need a “living hinge” (like the lid on a ketchup bottle), PP is your only choice.
The High-Performers: Engineering Grade
- Polycarbonate (PC): Tough as nails and clear as glass. Used for safety goggles and bulletproof shields.
- PEEK: The “Gold” of plastics. It can survive the heat of a jet engine and the harsh chemicals of a hospital lab. It’s expensive, but it can replace metal in many high-stress applications.
Additives: Giving Plastic Superpowers
We can mix “fillers” into the plastic to change its behavior. Adding Glass Fibers makes the part much stiffer and less likely to warp. Adding Carbon Fibers makes it electrically conductive. We even add UV stabilizers to keep parts from turning yellow and brittle in the sun.
Advanced Techniques: Beyond Simple Parts

Modern products often need more than just one piece of plastic. High-end tools, medical devices, and electronics use advanced techniques to create multi-material assemblies in a single step.
Overmolding and Insert Molding
Overmolding is the process of molding a soft, rubbery material (like TPE) over a hard plastic base. This is how your toothbrush gets its soft grip. It feels premium and helps with shock absorption. Insert Molding is similar, but instead of plastic on plastic, we place a metal part (like a brass threaded nut) into the mold first. The plastic flows around it, locking it in place. This is much stronger than trying to glue or screw parts together later.
LSR: The Medical Specialist
Liquid Silicone Rubber (LSR) is a unique thermoset material. Unlike standard plastic that melts when heated, silicone is “cured” with heat. It is extremely flexible, can handle huge temperature swings, and is “biocompatible.” This makes it the go-to choice for medical masks, baby bottle nipples, and high-quality seals.
Surface Finishes: The Look and Feel
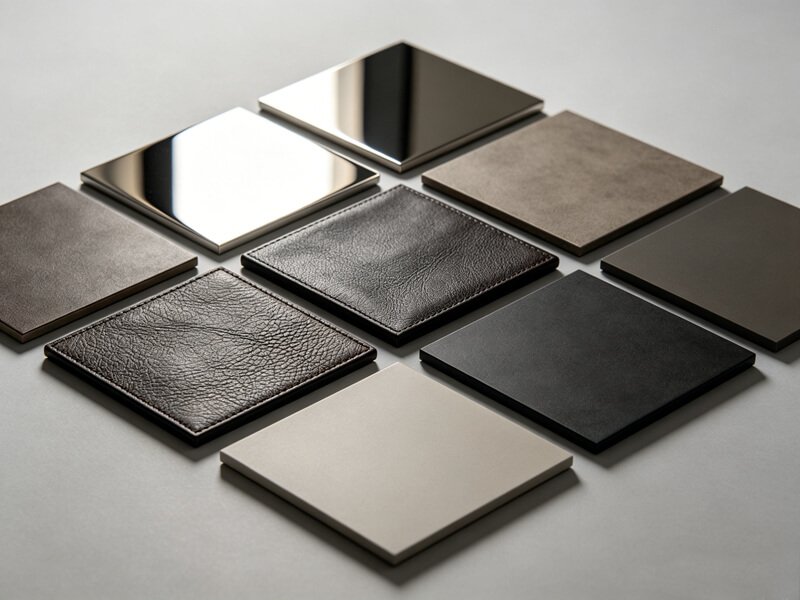
The “finish” of your part is both an aesthetic choice and a technical one. A rougher texture can hide fingerprints or give a better grip, while a polished finish is necessary for lenses and clear windows.
SPI and VDI Standards
We use international standards to make sure we give you exactly what you want. The SPI Standards (from the Society of the Plastics Industry) go from A-1 (a perfect diamond mirror polish) to C-3 (a rough stone finish). If you’ve ever noticed the textured dash of a car, that was likely achieved using VDI 3400 standards, which create a consistent “spark-eroded” grain on the mold surface.
Secondary Operations
Sometimes the mold isn’t enough. We offer to add your colorful logo, for serial numbers, and Ultrasonic Welding to fuse two parts together into a permanent, watertight assembly.
The Economics of the Injection Molding Quote
If you want to win at the manufacturing game, you have to understand the money. In molding, there are three costs to consider: Tooling (the mold), Material, and Machine Time.
Cavitation: The ROI Booster
A “Single-Cavity” mold makes one part per cycle. If you need 100,000 parts, this is too slow. We can build Multi-Cavity molds that make 4, 8, or even 32 parts in one go. While the mold costs more upfront, your “piece price” drops significantly. It’s like buying in bulk—more cavities mean more parts for less money.
Zhongshan: The Global Value Choice
Why do so many companies look to Zhongshan, China? It’s not just about labor; it’s about the ecosystem. In Zhongshan, the raw material supplier, the mold maker, and the shipping port are all within a 20-mile radius. This reduces logistics costs and lets us build high-quality steel molds for 40% less than a shop in the USA or UK, without sacrificing a single micron of accuracy.
Quality Control: The Science of Zero Defects

At RapidaPlus, we believe that “Quality is not an accident.” To ensure perfection, we use Scientific Molding. This means we don’t rely on the machine operator’s intuition. We use sensors to monitor the pressure and temperature inside the mold for every single shot. If the pressure drops by even 1%, we know that part might have a defect, and we pull it from the line.
The T1 Sample Journey
When a new mold is finished, we perform a “Mold Trial.” The first parts are called T1 Samples. We send these to you along with a detailed FAI (First Article Inspection) report. This report measures every dimension on your drawing to prove the part is correct before we start the mass production run.
Industry Focus: Where Precision Matters Most

Injection molding isn’t just about plastic; it’s about solving specific problems for high-stakes industries.
- UAV and Drones: We produce ultra-lightweight frames and gimbal housings that can handle the vibration of high-speed flight.
- Medical Devices: Our cleanroom environments produce sterilized surgical tool handles and IVD labware that meet strict ISO 13485 standards.
- Consumer Electronics: We create high-aesthetic enclosures for smart home devices with perfect “Class A” finishes.
- Automotive: Under-the-hood parts that resist heat and chemicals for thousands of miles.
Frequently Asked Questions
1. How much does a custom injection mold cost? Pricing varies based on complexity and volume. A rapid aluminum mold for simple parts can start around $2,500. A high-volume, multi-cavity hardened steel mold can range from $10,000 to $50,000+. We provide a transparent breakdown of costs within 24 hours of receiving your design.
2. How long does it take to get my first parts? With our “Rapid Molding” process, we can ship T1 samples in as little as 7 to 14 days. If you choose conventional high-volume steel tooling, the lead time is typically 4 to 8 weeks, depending on the complexity of the design.
3. Who owns the mold once it’s paid for? You do. At RapidaPlus, we operate under a “100% Client Ownership” policy. You pay for the tooling, so it is your asset. We store and maintain it for you for free, but you are free to export it to your own facility at any time.
4. Can I use my own specific material? Yes. We stock over 100 common resins, but if your design requires a very specific specialty polymer, we can source it for you from authorized global distributors or even accept material supplied by you.
5. What file formats do you accept for quoting? We prefer 3D CAD files in STEP (.stp), IGES (.igs), or X_T formats. For specific tolerance requirements or internal threads, please also provide a 2D PDF drawing.
Conclusion: Moving from Vision to Victory
Custom plastic injection molding is more than just a manufacturing process; it is a strategic advantage. It gives you the power to create parts with the strength of metal, the lightness of air, and the precision of a Swiss watch. By mastering the basics of DFM, selecting the right Tooling Strategy, and choosing a partner that values Scientific Molding, you can turn a risky project into a market-leading success.
The journey from a digital concept to a physical box arriving at your door shouldn’t be a headache. At RapidaPlus, we specialize in making that transition seamless. Our team in Zhongshan combines decades of engineering expertise with the speed of modern rapid manufacturing. We aren’t just here to build molds; we are here to build your business. Whether you need 50 pieces to impress an investor or 500,000 to fill retail shelves, we have the tools, the technology, and the heart to get it right the first time. Let’s build something incredible together.

