Precision Multi-Material Manufacturing
High-Volume Precision 2-Shot Injection Molding Services
Unlock superior product durability, aesthetics, and ergonomics in a single automated cycle. RapidAPlus delivers world-class 2-shot injection molding solutions in China, eliminating secondary assembly and reducing failure points for the global electronics, medical, and automotive sectors.
The Strategic Choice for Multi-Material Innovation
Two-shot injection molding (also known as 2K or dual-shot molding) is more than just a process—it is the integration of polymer chemistry and mechanical choreography. By injecting a rigid substrate, rotating the mold 180°, and overmolding a secondary material within one continuous cycle, we achieve a permanent molecular bond that traditional assembly cannot match. Based in China's advanced manufacturing corridor, RapidAPlus combines this high-tech capability with a rigorous Scientific Molding approach. We help you master the complexities of haptic feel, airtight sealing, and high-contrast color boundaries, ensuring your product stands out in a crowded global marketplace.
Structural Superiority
Molecular Fusion: Bonds That Never Fail
Standard overmolding relies on separate cooling stages where a cooled substrate is manually placed in a second mold cavity, risking dimensional shift and weak bonding. In contrast, 2-shot injection molding utilizes thermal co-polymerization to achieve permanent molecular fusion.
Because the second shot is injected while the primary substrate is still hot and active, polymer chains intertwine at the boundary line, creating a single, inseparable component. This molecular entanglement eliminates the risk of peeling, bubbling, or delamination, even when subjected to industrial vibrations, chemical exposure, or high-pressure sanitization.
Permanent chemical fusion without adhesives or primers
Complete elimination of joint gaps, preventing dirt or moisture ingress
Superior peel resistance in rugged, hand-held, or outdoor environments

Economic Scaling
Eliminate Assembly & Slash Total Costs
Why pay for multiple molds, separate machine setups, and subsequent manual assembly or bonding lines? Two-shot molding consolidates several components into a single, cohesive part number, straight from the injection molding machine.
By bypassing downstream processes like ultrasonic welding, gluing, heat-staking, or manual gasket insertion, you eliminate human placement errors and reduce labor costs. It also simplifies your supply chain, lowers inventory tracking complexity, and reduces validation and verification overhead.
Consolidates separate components into one single-cycle molded part
Eliminates manual assembly, secondary welding, and gluing operations
Lowers total quality assurance costs and shortens manufacturing lead times
Metrology & Precision
High Dimensional Precision & Repeatability
In conventional insert overmolding, placing pre-molded parts into a second mold by hand can lead to slight placement shifts, resulting in inconsistent seals and off-center alignment. With 2-shot molding, the part never leaves the tool between cycles.
Our machine's high-precision rotary platens and core-back slides automatically position the substrate for the second shot with a repeatability of ±0.05mm. This enables us to maintain narrow, highly consistent shut-off tolerances, preventing plastic flash, sealing leaks, or dimensional drift across thousands or millions of parts.
Continuous process ensures perfect alignment with no part transfer drift
Holds highly repeatable tolerances down to ±0.05mm across long runs
Decreased scrap rates compared to manual insert overmolding methods

User Experience
Ergonomic Freedom & Aesthetic Innovation
Two-shot molding frees your design team from traditional aesthetic and mechanical limitations. It allows the integration of hard structural materials with soft, comfort-enhancing elastomer grips. This creates a tactile contrast that improves user comfort and grip security.
Additionally, the 2-shot method is ideal for creating parts with complex color configurations or clear window inserts. For buttons, dial legends, or indicators, we mold characters directly into the part. Unlike pad printing or painting, 2K molded graphics are embedded through the entire thickness and will never fade, rub off, or peel over time.
Soft-touch ergonomic grips molded over rigid structural plastic frames
ntegrated clear viewing windows inside opaque housings
Molded-in graphics and icons that withstand constant, high-frequency wear
Tooling Architecture
The Mechanics of 2K Mold Structures
Selecting the correct tooling structure is critical to managing injection pressure, balancing shrinkage, and maintaining a robust production process.
Rotary Platen Molds
The core-side platen of the machine rotates 180° or 120° each cycle to align the first shot substrate with a secondary set of cavities. Excellent for high-volume production requiring symmetric geometries and perfect boundary repeatability.
Movable Core / Core-Back
Uses pneumatic or hydraulic slides to retract internal cores after the first shot, creating a new cavity space for the second injection. Ideal for linear, non-rotational geometries and complex internal flow requirements.
Seesaw Mold Systems
Utilizes a pivoting seesaw mechanism. As the mold opens, the seesaw rotates to create a passage/broken needle hole, allowing the second material to flow into closed, isolated areas of characters or graphics.
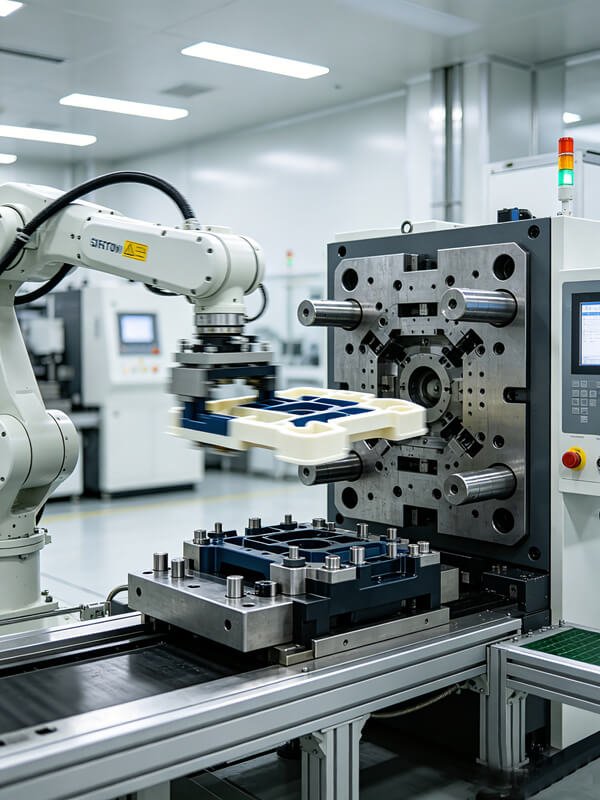
Robotic Transfer Molds
A robotic arm extracts the substrate from the first-shot cavity and inserts it directly into the second-shot cavity of the same or a separate machine. Best suited for complex, non-symmetric components that cannot rotate easily on a platen.
The RapidAPlus Advantage
Why Sourcing Engineers Partner with RapidAPlus
Advanced multi-material molding requires strict process control. Here is how we ensure reliable quality at our China facility.
Decoupled Scientific Molding
We do not rely on standard trial-and-error setups. Our engineers use Decoupled Scientific Molding to independently monitor and log melt temperature, viscosity, and hold pressure for both shots, ensuring stable, repeatable processes.
In-House Precision Toolroom
Our facility houses a high-precision tooling shop equipped with state-of-the-art CNC and EDM equipment. We design, manufacture, and validate every 2K mold in-house to maintain control over core alignment and platen centering.
100% IP & Mold Ownership
We prioritize the security of your designs. RapidAPlus offers transparent contract manufacturing: you retain 100% ownership of the tooling. We provide preventive maintenance logs, and your molds can be exported at any time.
Advanced Thermal Management
To avoid substrate collapse or flash defects, we utilize multi-zone mold temperature controllers. This keeps the first-shot interface at the ideal temperature to promote bonding without distorting the substrate's shape.
Virgin Resin Verification
Strong multi-material bonding requires chemical purity. We enforce a strict zero-regrind policy on critical boundary surfaces, sourcing virgin engineering resins from certified global distributors (Covestro, Sabic, DuPont).
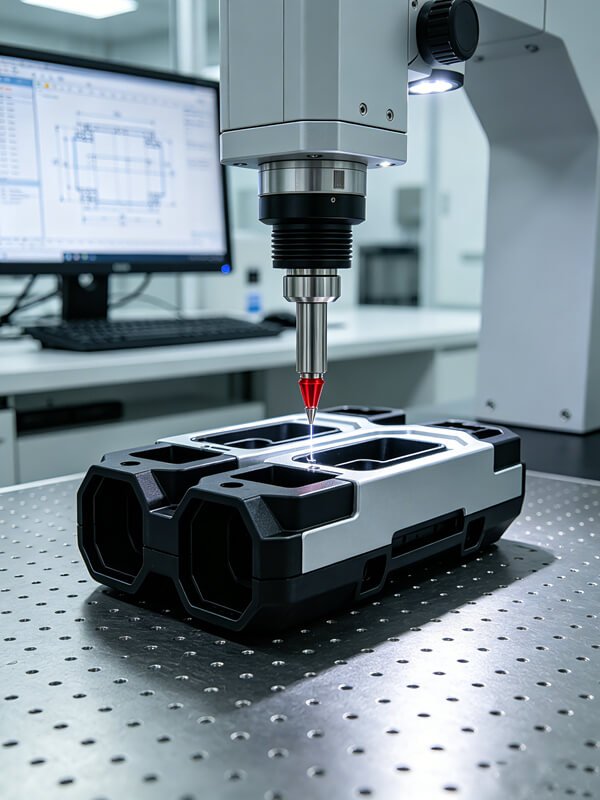
Rigorous Metrology Logs
We utilize coordinate measurement machines (CMM) and digital optical inspection systems during trials to verify alignment, draft angles, and shut-off surfaces, preventing defects before volume production begins.
Collaborative Workflow
Our Step-by-Step 2K Sourcing Process
We simplify the path from complex CAD designs to high-volume production runs.
01
DFM & Material Audit
Submit your CAD files. Our engineering team conducts a thorough 12-hour review, checking gate placement, wall thicknesses, and chemical compatibility.
02
Tooling Manufacture
Our toolroom builds your custom 2-shot mold. We send weekly video updates showing the CNC milling, EDM cutting, and alignment checks.
03
Scientific Mold Trial
We conduct decoupled mold trials to establish a robust process window. T1 samples are shipped via air express alongside full CMM metrology logs.
04
Mass Production & QC
Once samples are approved, we begin automated production. We perform 100% boundary inspections and complete final packaging under strict quality protocols.
Industry Experience
Specialized Industries We Serve
We deliver high-precision, multi-material components tailored to meet the strict requirements of various global markets.
Consumer Electronics
Water-resistant IP68 phone cases, premium haptic gaming controller grips, keycaps with molded characters, and durable wearable bands.
Medical Devices
Ergonomic surgical tool handles, multi-component diagnostic housings, and biocompatible seals that withstand autoclave and chemical sterilization.
Automotive Systems
Backlit dashboard buttons, interior switch housings, multi-color dials, and durable anti-vibration gaskets that resist under-hood heat cycles.
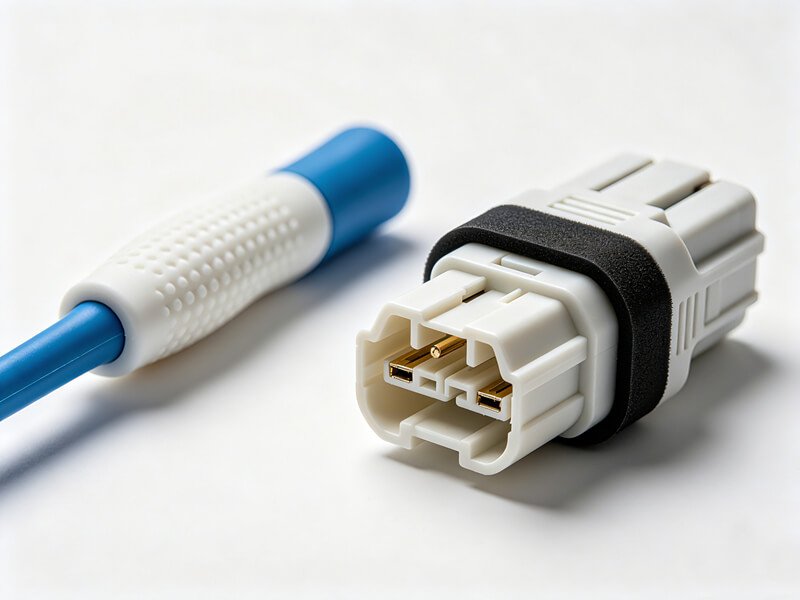
Industrial Hardware
Non-slip handles for power tools, sealed electronics enclosures, chemical-resistant fluid pump connectors, and comfortable grips.
Frequently Asked Questions
Answers to common engineering and sourcing questions regarding 2-shot injection molding.
Because a 2-shot mold requires twin runner systems, separate cavity sets, and complex alignment mechanisms (such as rotating platens or core-back slides), the tooling cost is typically 1.5 to 2.5 times higher than a standard injection mold. For a medium-complexity part, expect a tooling investment between $25,000 and $75,000 in China, which is significantly more cost-effective than Western tool-building rates while maintaining comparable steel and component quality.
The choice is primarily driven by production volume. For high-volume production runs (typically over 30,000 to 50,000 units), 2-shot molding is more cost-effective. It runs in a single automated cycle, lowering labor and assembly costs while shortening cycle times. For low-volume programs or prototyping (under 10,000 units), standard overmolding is usually preferred, as it utilizes simpler tooling and standard injection presses.
The most common and compatible combinations involve a rigid engineering plastic paired with a soft elastomer. ABS paired with TPE/TPU is popular for hand tools and consumer devices. Polycarbonate (PC) paired with TPU provides exceptional impact resistance, while Nylon (PA6/PA66) bonds well with customized elastomers. Liquid Silicone Rubber (LSR) is often paired with PBT or high-temperature Nylon (PA46) for medical-grade seals.
We manage this through material selection and processing control. The substrate material must have a higher softening and melting temperature than the second-shot polymer. We also use advanced multi-zone mold heaters and control the second-shot injection temperature and speed to prevent thermal degradation or part distortion at the boundary interface.
To ensure clean color and material transitions, we design sharp shut-off lands into the tool. For cosmetic boundary lines, we recommend adding an accent groove (1.5mm - 2.0mm deep, 0.8mm - 1.0mm wide) or a stepped transition into the first-shot substrate profile. This creates a recess for the second-shot steel cavity to seal against, preventing material from bleeding across.
We utilize four main tooling structures depending on part geometry: Rotary Platen Molds (where the core rotates 180° on a horizontal axis), Movable Core/Core-Back Molds (using pneumatic/hydraulic slides to retract cores), Seesaw Molds (used for keycaps containing closed loops like '0' or 'A'), and Cavity Sliding Molds.
RapidAPlus operates under strict NDA protocols. Our clients retain 100% ownership and export rights of the tooling. We provide preventive mold maintenance and log data transparently. Should you decide to relocate production, your molds can be exported to your designated location at any time.
Because the substrate part remains secured within the mold core throughout the rotation and injection cycle, placement shifts are minimized. We consistently hold critical tolerances of ±0.05mm at the material boundaries, with specific features held down to ±0.025mm depending on material shrinkage and part geometry.
If you must combine incompatible materials, we design mechanical bonding features directly into the substrate. These include undercuts, dovetail slots, grooves, or through-holes with counterbores. The second shot flows into these features, creating a secure physical lock that prevents part separation.
Our standard manufacturing lead time for a custom 2-shot tool is 25 to 35 calendar days. This includes mold-flow simulation, precise CNC and EDM machining, and T1 trials. Physical T1 samples and full dimensional metrology logs are shipped to your location via DHL for validation.
Trusted by Engineers Worldwide
Don't just take our word for it. Here is what clients say about RapidAPlus.
We utilized their vertical-clamp 2K machine to overmold TPE directly onto complex brass inserts. The alignment is precise, and the mechanical bonding countersinks perform exceptionally well.











Ready to Bring Your Design to Life?
Upload your CAD files today. Our engineers will review your design and provide a quote with DFM feedback within 4 hours.
Free DFM Analysis included with every quote
NDA Protection guaranteed
No Hidden Fees, transparent pricing
Real Engineering Support (Not just sales)
Manufacturing Insights
Design guides, material comparisons, and industry trends.
The Definitive Guide to Overmolding: Engineering Principles, Material Science, and Design Best Practices
Think about the last time you handled a premium power tool, a high-end medical device, or even your favorite travel…

The Ultimate Guide to 2-Shot Injection Molding: The Multi-Material Revolution
Pick up your smartphone. Feel the crisp click of the power button and the soft, grippy texture of the protective…

The Definitive Guide to Custom Plastic Injection Molding: From Prototype to Production
Have you ever looked at a Lego brick and wondered how it’s possible to make millions of them, all exactly…