Defining the Future of Multi-Material Manufacturing

Plastic used to be simple. You made a part, it was one color and one hardness. If you wanted something more complex, you had to build a puzzle of different pieces. But at RapidAPlus, we believe your designs shouldn’t be limited by old-fashioned thinking. 2-Shot Injection Molding (often called 2K molding or multi-shot) is a way to make a single part using two different materials or colors in one machine, in one go.
The “Integrated” Mindset
Think of 2-shot molding like a master chef baking a cake with two flavors in the same pan at the same time. The machine injects the first material to create the “skeleton” of the part. Then, while that part is still in the mold, it moves to a second position where a different material is injected around it. The result is a single, unified piece. No assembly lines, no glue, and no mistakes made by tired human hands. It’s faster, better, and much stronger.
Why the “Feel” Matters
We live in a world where “haptic feel”—the way a product feels in your hand—is a big deal. When a customer picks up your product and feels a soft, grippy texture, they think “Premium.” They think “Quality.” 2-shot molding is the only way to give them that feeling consistently. Whether it’s vibration-dampening in a car or a comfortable grip on a surgical tool, the “feel” is the function. At RapidAPlus, we specialize in helping brands find that perfect balance between the rigid and the soft.
The Robotic Dance: How the 2-Shot Process Works
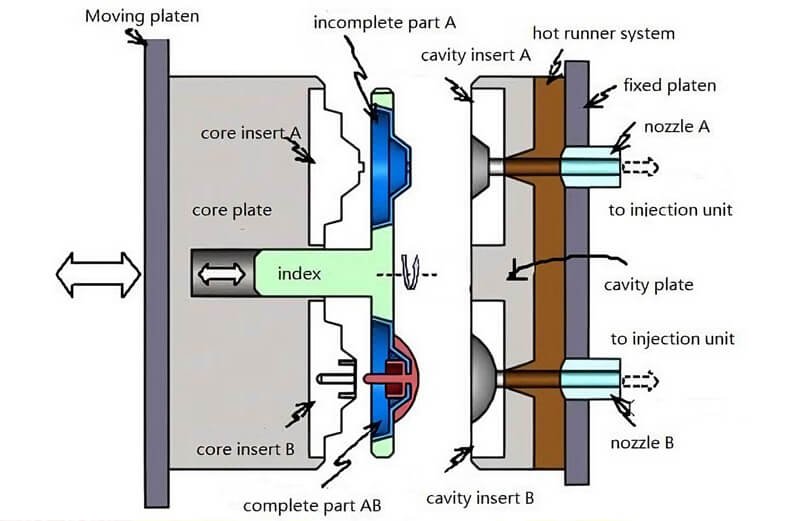
To the average person, a factory is just noise and heat. But to an engineer at RapidAPlus, the 2-shot machine is a high-speed mechanical ballet. It requires perfect timing and incredible precision. Let’s break down the four steps that happen inside the machine in the blink of an eye.
Step 1: The First Shot (The Foundation)
Every multi-material part needs a backbone. We call this the Substrate. The machine injects the first material—usually a hard, strong plastic like ABS or Polycarbonate—into the first cavity. This determines the overall shape and structural strength of the part. It’s the “skeleton” that everything else will cling to.
Step 2: The Transition (The Spin)
Once the first shot is solid enough, the mold opens. But the part doesn’t fall out. Instead, the entire half of the mold that is holding the part rotates—usually 180 degrees. This moves the “skeleton” from the first injection unit to the second one. On some machines, a robot arm picks it up and moves it, but at RapidAPlus, we often use rotating platens because they are much faster and more accurate for high-volume work.
Step 3: The Second Shot (The Bond)
The mold closes again. Now, the second injection unit fires. It fills the remaining empty space around the first part. Because the first part is still warm, the two materials actually “fuse” together at a molecular level. They don’t just touch; they become one. This is how we get those perfect, gap-free handles and colorful buttons.
Step 4: Ejection
The part is cooled by water channels inside the mold. Once it’s hard, the ejector pins push the finished, multi-material part out of the machine. It’s ready to use. No waiting for glue to dry, no secondary assembly steps. Just a perfect part, every time.
“In 2-shot molding, your part is only as good as your mold’s alignment. If the rotation is off by even a tiny fraction, the second material will leak, creating a defect called ‘flash’.”
Comparison Table – 2-Shot vs. Standard Molding
| Feature | Standard Injection Molding | 2-Shot Molding (RapidAPlus) |
|---|---|---|
| Number of Materials | Only One | Two (or more) |
| Assembly Needed? | Yes (for multi-material parts) | No (it’s integrated) |
| Bond Strength | Varies (Glue/Mechanical) | Superior (Molecular/Chemical) |
| Machine Complexity | Simple | High (Dual Barrels) |
| Ideal Production Run | Any Volume | High Volume (100k+ units) |
2-Shot Molding vs. Overmolding: Choosing the Right Strategy
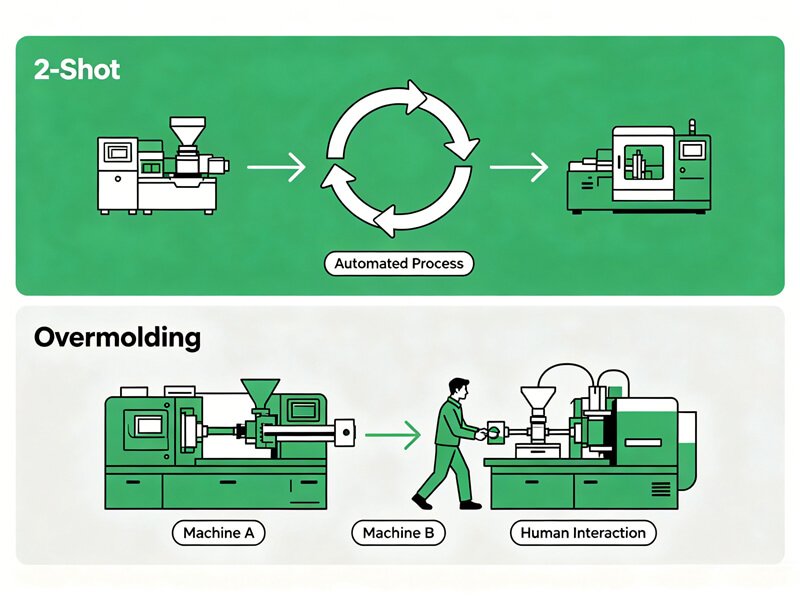
If you search the internet for “how to make a rubber grip on a plastic handle,” you will find two main answers: 2-Shot Molding and Overmolding. They look the same on the finished product, but they are very different in the factory. At RapidAPlus, we help you decide which one fits your budget and your timeline.
The High-Speed Pro: 2-Shot Molding
2-shot is the Olympic athlete of molding. Everything happens in one machine. This means the cycle time is very short—usually just a few seconds longer than making a standard part. Because there is no human handling, the quality is incredibly consistent. However, the machines and the molds are expensive. If you need 200,000 parts, 2-shot is the most economical choice because you save so much money on labor.
The Flexible Player: Overmolding
Overmolding (sometimes called insert molding) is a two-step process. First, you make a batch of the hard plastic “skeletons.” Then, you take those pieces and put them into a different mold to add the soft rubber. This can be done on a standard molding machine. It is much cheaper to start because you don’t need a specialized 2K machine. If you only need 5,000 parts for a test market, overmolding is usually the smarter business decision.
Which One Do You Need?
It comes down to Volume and Tolerance. If your parts need to fit together with microscopic precision (like medical tools or phone buttons), 2-shot is better because the machine never “lets go” of the part. If your part is large and the precision isn’t as critical (如 a big handle for a garden tool), overmolding is fantastic. We at RapidAPlus always look at your project goals before we recommend a technology.
The Science of Material Compatibility: Making the Bond Last
Why do some multi-material parts feel like they are one single piece, while others peel apart like a cheap sticker? The answer isn’t in the machine; it’s in the Chemistry. Not every plastic likes to “hold hands” with every other plastic.
Polar vs. Non-Polar: The Social Life of Plastics
In the world of polymers, some materials are “polar” and some are “non-polar.” Think of them like magnets. Polar materials (like Nylon or PC) love to bond with other polar materials (like certain TPUs). They create a chemical bond. Non-polar materials (like Polypropylene) are harder to work with. If you try to overmold a standard rubber onto a Polypropylene base, it will simply fall off. To fix this, RapidAPlus uses specialized “adhesion-modified” resins that act like a bridge between the two worlds.
Thermal Dynamics: The “Goldilocks” Temperature
To get a perfect bond, the first part (the substrate) can’t be too cold when the second material hits it. If it’s too cold, the molecules won’t mingle. If it’s too hot, the first part will melt and lose its shape. We call this the Processing Window. Our engineers at RapidAPlus use thermal sensors to ensure every shot is at the “just right” temperature to create a bond that is actually stronger than the plastic itself.
The LSR Secret: Liquid Silicone Rubber
One of the most exciting materials we work with is Liquid Silicone Rubber (LSR). Unlike standard plastics that melt when you heat them, silicone is “cured” with heat. It has incredible properties—it can survive extreme heat and cold, and it doesn’t support bacteria growth. This makes LSR 2-shot molding the king of the medical industry. We can bond it directly to hard plastics to create seals and grips that will never fail.
Material Compatibility Master Chart
| Base Substrate (Hard) | Ideal Overmold (Soft) | Bonding Quality |
|---|---|---|
| ABS | TPE / TPU | Excellent (Chemical) |
| Polycarbonate (PC) | LSR / TPE | Very High |
| Nylon (PA66) | TPU / Santoprene | Superior |
| Polypropylene (PP) | Modified TPE Only | Moderate (Needs Modifiers) |
| PBT | TPE / TPU | Excellent |
Engineering for Success: Design Rules for 2-Shot
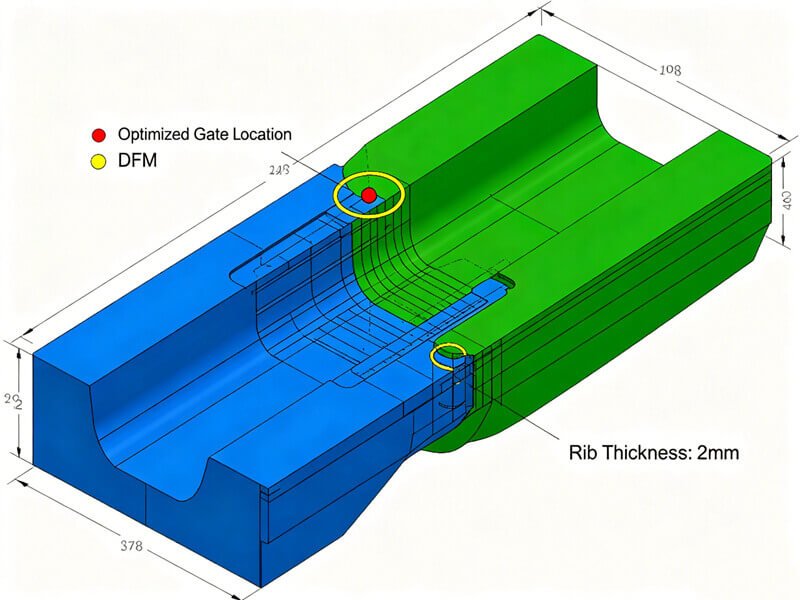
In manufacturing, there is an unwritten law: “If you can’t draw it perfectly, we can’t make it perfectly.” Design for Manufacturability (DFM) is the language our engineers at RapidAPlus speak every day. Designing for 2-shot is much harder than single-shot because you have to think about how two materials will behave as they cool down and shrink.
The Rule of Uniformity: Stop the Warp
Plastic shrinks as it cools. If your part has one area that is very thick and another that is very thin, they will shrink at different rates. This causes the part to bend, which we call Warpage. In 2-shot molding, this is even more dangerous. If your substrate warps before the second shot, the mold won’t close correctly, and the part will be ruined. We always advise our clients to keep their wall thicknesses as uniform as possible.
Substrate Collapse: A Hidden Danger
Imagine the second shot hitting the first part at 20,000 pounds of pressure per square inch. If the walls of your first part are too thin, that pressure will literally crush them. We call this Substrate Collapse. Our engineers use computer simulations to check if your design is strong enough to survive the “punch” of the second injection. We often suggest adding internal ribs to give the part more strength without adding weight.
The “Crush” and “Landed” Strategy
How do we stop the soft rubber from leaking over the edges of the hard plastic? We design a crush area. This is a tiny raised section in the mold that “bites” into the first part to create a tight seal. Think of it like a gasket. Without this “landed” design, your part will have “flash”—ugly bits of plastic that have to be trimmed off by hand, which adds cost and looks messy.
The Economics of the 2-Shot Investment
Let’s talk about the elephant in the room: The Cost. Yes, a 2-shot mold is expensive. It can cost twice as much as a regular mold. And a 2K molding machine is a massive capital investment. But at RapidAPlus, we help you look at the Total Cost of Ownership. Sometimes, spending more on the mold makes you a lot more money in the long run.
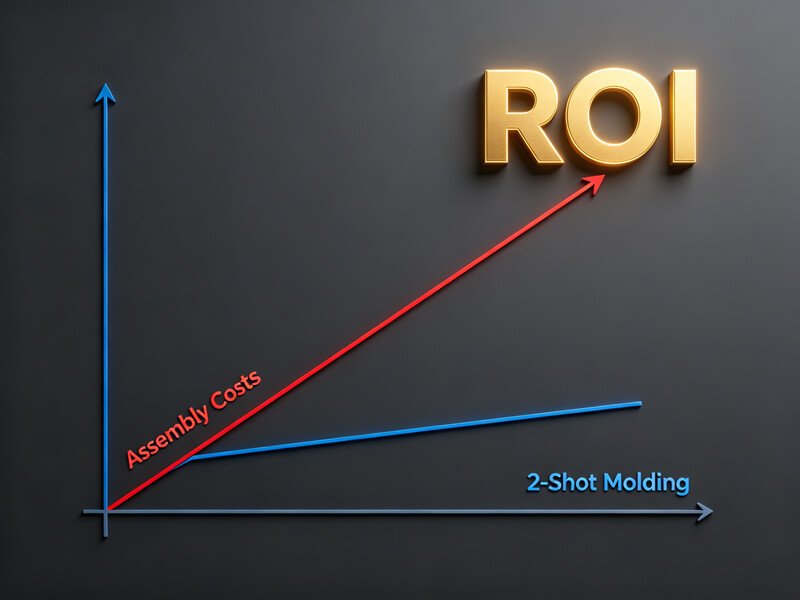
Eliminating the “Human Tax”
Traditional manufacturing usually involves a “Human Tax.” You make Part A, you make Part B, and then you pay someone to snap them together. Or you pay for a second machine to glue them. This costs time, money, and factory space. 2-shot molding eliminates all of that. By producing a finished assembly directly from the machine, you can cut your labor costs by 50% or more. For high-volume projects, the mold usually pays for itself in just a few months of labor savings.
The “Hostage Mold” Problem
Many factories in China will give you a low price but then “hold your mold hostage,” refusing to give it back if you want to move production. At RapidAPlus, we believe in a transparent partnership. You pay for the tooling; you own the tooling 100%. We provide free maintenance and storage, but it is your asset. We want you to stay with us because of our quality, not because we are holding your equipment.
Reducing Your Technical Debt
Every time you assemble two parts, you create a potential failure point. Glues dry out. Snap-fits break during transit. Screws vibrate loose. Every time a product fails in the field, it costs you brand reputation and warranty money. 2-shot molded parts are molecularly fused. They simply do not come apart. This high quality reduces your “technical debt”—the hidden costs of dealing with bad quality later on.
Specialized Industry Applications: Where 2-Shot Rules
2-shot molding isn’t just for luxury items. It is a critical technology for industries that can’t afford to fail. From the car you drive to the tools your doctor uses, RapidAPlus technology is at work.
Medical & Healthcare: Safety First
In the medical world, hygiene is everything. If you glue a rubber handle to a metal tool, there are microscopic cracks where bacteria can hide. 2-shot molding creates a seamless bond. There is no place for germs to go. We use biocompatible materials like medical-grade Silicone and PEEK to create tools that are safe, durable, and comfortable for surgeons to use during long procedures.
Consumer Electronics: The Quest for Waterproof
How does your smartphone stay waterproof even though it has buttons? The secret is a 2-shot seal. The rigid case is molded, and a soft silicone gasket is molded directly into the frame. This creates a monolithic seal that water cannot penetrate. It’s also used for gaming controllers, where hard-core gamers need a grip that won’t get slippery when they get sweaty.
Automotive: Durability and Noise Reduction
Cars are getting quieter, and 2-shot molding is part of the reason. We use multi-material parts to reduce NVH (Noise, Vibration, and Harshness). A hard plastic bracket might have a soft elastomer “buffer” molded onto it to stop it from rattling against the car frame. We also make “backlit” buttons for dashboards. A clear button is overmolded with black plastic, and then the black is laser-etched away to reveal the icon. It looks high-end and will never wear off.
Quality Control: The Science of Zero Defects

At RapidAPlus, we have a saying: “Quality is not an accident.” In 2-shot molding, there are twice as many things that can go wrong. If the mold rotation is off by even 0.05mm, the colors will bleed, or the part will “flash.” Here is how we prevent that.
The Precision Checklist
Before we start production, we perform a FAI (First Article Inspection). We take the first part off the line and measure every single dimension using a CMM (Coordinate Measuring Machine). This computer-controlled probe checks the part against the 3D design to ensure it is perfect. We don’t start the 100,000-part run until we know the first part is 100% correct.
Scientific Molding: Trust the Data
We don’t rely on the machine operator’s “gut feeling.” We use Scientific Molding. This involves using sensors inside the mold to track the pressure and temperature of every single shot. If the pressure drops even slightly, the machine knows the part might have a hole (short shot) and automatically rejects it. This data-driven approach is how we guarantee a zero-defect rate for our global partners.
Common Multi-Shot Defects & Solutions
| Common Issue | Root Cause | RapidAPlus Solution |
|---|---|---|
| Delamination (Peeling) | Low interface temperature | Increase mold temp / Material pre-heat |
| Color Bleeding | Substrate deformation | Increase first-shot wall thickness |
| Flash at boundaries | Insufficient shut-off seal | Optimize “Crush” area design |
| Short Shot (2nd shot) | Trapped air at interface | Strategic venting at boundary lines |
Common 2-Shot Molding Questions
1. How much does a 2-shot mold typically cost?Typically, a 2-shot mold costs 1.5 to 2.5 times more than a standard single-shot mold. For a medium-complexity part, expect to pay between $50,000 and $150,000. However, you should factor in the labor savings from eliminating assembly, which often pays for the extra cost within the first year of production.
2. What is the difference between 2K and 2-Shot?There is no difference! “2K” comes from the German word ‘Kunststoff’ (plastic). They are different names for the same process where two materials are injected into one mold in one cycle. Both terms are used interchangeably in the industry.
3. Can you run different colors of the same material?Absolutely. This is very common for aesthetic parts, like buttons with different colored icons or decorative stripes. Since the material is the same, the bond is essentially “welded” together and is incredibly strong.
4. Can I overmold plastic on top of metal?Yes. This is technically called “Insert Molding.” We place the metal part (like a brass nut or a steel rod) into the mold, and the plastic flows around it. This is a great way to add strength or screw-threads to a plastic part.
5. Is 2-shot molding suitable for medical products?Yes, it is the preferred method. Because it creates a seamless, bacteria-free bond between rigid structures and soft grips/seals, it is ideal for instruments that must be sterilized. It also meets strict FDA and ISO 13485 standards for quality.
Closing Thoughts: The Multi-Material Advantage
2-shot injection molding is more than just a cool manufacturing trick. It is a fundamental shift in how we think about product design. It gives you the power to combine the “un-combinable”—the rigid and the soft, the clear and the opaque, the durable and the comfortable—into a single, seamless, high-performance component. By mastering the science of bonding and the precision of the machine, you can create products that are not only better but cheaper to produce in the long run.
But a 2-shot project is a team sport. It requires the right materials, the right tools, and, most importantly, the right partner. At RapidAPlus, we don’t just “hit go” on a machine. We are your engineering department, your supply chain experts, and your quality watchdogs. We thrive on the challenges that stop other factories. Whether you are iterating on a new invention or ready to fill shelves globally, we are here to ensure your vision is realized with perfect precision. The future is multi-material, and we are ready to mold it with you.

