Advanced Multi-Material Injection Molding
High-Volume Precision Custom Overmolding Services
Consolidate separate components, eliminate manual downstream assembly, and implement protective elastomer sheaths in a single integrated cycle. We deliver expert custom overmolding solutions in China, leveraging scientific process control to prevent part delamination across rigorous medical, automotive, and electronics applications.
Understanding the Overmolding Process
Overmolding is a highly specialized injection molding process that fuses two or more distinct materials into a single, cohesive part. By bringing materials together right inside the mold, this technique completely eliminates the need for expensive, time-consuming secondary assembly steps like gluing or mechanical fastening. For product designers, it offers the ultimate way to create robust, functional, and visually appealing components while keeping manufacturing costs in check.
The manufacturing cycle always centers on two main phases. First, a rigid base known as the substrate is formed, often using strong engineering plastics like ABS or Polycarbonate, or even a pre-fabricated metal insert. Once this solid foundation is securely positioned, a secondary material—usually a softer, flexible elastomer like TPE, TPU, or Liquid Silicone Rubber—is injected directly over, under, or through it.
The true engineering magic happens as the part cools and the materials form an unbreakable connection. Compatible polymers will fuse chemically at the molecular level, while incompatible materials rely on clever mechanical interlocks, like undercuts, to stay locked together forever. Ultimately, this seamless integration delivers premium ergonomics, watertight sealing, and superior shock absorption in one highly durable package.
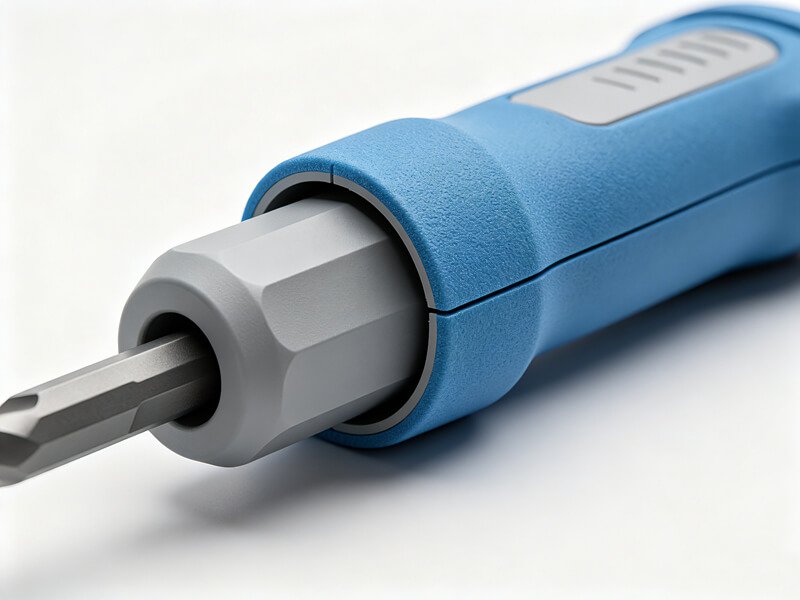
Enhanced Ergonomics & Grip
One of the primary applications of overmolding is transforming a rigid, hard plastic or metal component into a comfortable, user-friendly product. By overmolding a soft-touch TPE or TPU onto a rigid substrate, you can drastically improve the tactile experience.
This is exceptionally critical in hand-held consumer electronics, medical instruments, and industrial power tools, where slip-resistance and operator comfort are paramount. A softer grip reduces user fatigue, enhances precision, and adds a premium feel that significantly boosts product marketability.
- Soft-touch rubberized finishes over hard plastics.
- Non-slip textures engineered for wet or oily environments.
- Variable durometers (hardness) to suit specific ergonomic needs.

Superior Sealing & Waterproofing
In industries where environmental protection is critical, overmolding eliminates the unreliability of manual gaskets and O-rings. Instead of assembling a separate rubber seal—which can shift, degrade, or be installed incorrectly—the seal is injection-molded directly onto the housing.
This process creates a permanent, watertight, and airtight barrier. It is widely used to achieve IP67 and IP68 ratings in consumer electronics, marine equipment, and automotive sensors. Silicone overmolding is particularly effective here, offering extreme temperature resistance and chemical inertness.
- Direct integration of seals, eliminating secondary gasket assembly.
- Achieves high Ingress Protection (IP) ratings seamlessly.
- Protects delicate internal PCBs and batteries from moisture.
Cost Reduction & Assembly Elimination
While the initial tooling investment for overmolding (especially two-shot/2K molds) can be higher than standard single-cavity molds, the return on investment for mid-to-high volume production is substantial. Overmolding consolidates parts.
By molding two or more materials in a single cycle or a streamlined two-step process, you completely eliminate the need for downstream assembly labor. There is no need for ultrasonic welding, adhesive application, or mechanical fasteners. This not only reduces labor costs but drastically lowers the risk of assembly errors and product recalls.
- Reduces Bill of Materials (BOM) complexity.
- Eliminates manual labor and secondary joining operations.
- Accelerates time-to-market with streamlined production cycles.


Shock Absorption & Durability
Products subjected to harsh environments, drops, or continuous vibrations require robust protection. Overmolding a rigid substrate with a shock-absorbing elastomer significantly enhances the product’s lifespan and structural integrity.
The softer outer layer dampens acoustic noise, absorbs impact energy, and prevents the rigid core from cracking. This is highly beneficial in automotive applications to reduce NVH (Noise, Vibration, and Harshness), as well as in ruggedized military and consumer devices designed to survive severe drop tests.
- Built-in impact resistance and drop protection.
- Excellent vibration dampening for motorized tools and automotive parts.
- Exceptional molecular bond strength prevents peeling and delamination.
Polymer Chemistry
The Science of Interfacial Bonding
For an overmolded part to perform reliably over its lifespan, the substrate and the overmold materials must bond effectively. Achieving high bond strength involves complex chemical and thermal interactions at the material interface.
Chemical and Thermal Compatibility
To form a strong chemical bond, the molten overmold resin must melt the surface layer of the substrate slightly during injection. This allows the polymer chains to interdiffuse and co-crystallize, forming permanent covalent bonds as they cool.
Mechanical Interlocking
When materials cannot be bonded chemically due to low surface energy (e.g., POM, PP, or metals), we design mechanical undercuts, grooves, dovetails, or through-holes to lock the overmold physically onto the substrate.
Intermediate Tie-Layers
When two essential materials cannot bond directly (such as TPU onto stainless steel), we first mold a compatible intermediate plastic (such as Polypropylene) onto the metal, then mold the TPU onto that plastic substrate.
| Substrate Material (1st Shot) | Overmold Material (2nd Shot) | Bonding Type | Adhesion Rating & DFM Note |
|---|---|---|---|
| ABS | TPE / TPU / PC / PMMA | Chemical | High Fusion (Excellent chemical bond) |
| Polycarbonate (PC) | ABS / TPE / TPU / PMMA | Chemical | High Fusion (Excellent chemical bond) |
| Nylon (PA6/PA66/PA12) | TPE / TPU / Santoprene | Chemical | High Fusion (Excellent, requires preheating) |
| Polypropylene (PP) | Olefinic TPE / TPV | Chemical | Moderate (Requires specialized TPE grades) |
| Polyacetal (POM / Acetal) | TPE / TPU | Mechanical | Low (Zero chemical bond; requires mechanical locks) |
| Metals (Brass, Steel) | Silicone (LSR) / TPE | Mechanical / Chemical | Moderate (Requires knurling, undercuts, or primers) |
DFM Guidelines
Critical Overmolding Design Rules
To prevent common overmolding defects such as flash, short shots, and warping, product designers must adhere to these strict dimensional and geometric guidelines during the CAD phase.
Wall Thickness Uniformity
Maintaining a consistent and uniform wall thickness across both the substrate and the overmold is vital. Unbalanced thickness causes differential cooling rates, which lead to sink marks, voids, and warping.
- Substrate Wall: 1.5mm – 3.0mm (to resist collapsing under second-shot injection pressure).
- Overmold Wall: 1.0mm – 2.5mm (1.5mm recommended as a nominal baseline).
- Avoid: Thickness below 1.0mm to prevent premature material freezing, splay, and short shots.
Draft Angles
Draft angles are crucial to ensure that the completed part can be easily ejected from the mold tool without tearing. Soft elastomer overmolds have a high tendency to cling and stick to the mold cavity.
- Rigid Substrate: Standard draft angle of 1.5° to 3.0°.
- Smooth Overmold: Apply draft angles of 2° to 5°.
- Textured Overmold: Apply up to 5° to 7° for textured surfaces or deep structural ribs to aid in easy part ejection.
Gating and Flow Length
Gates should be positioned in the thickest section of the overmold to facilitate packing and reduce the material's flow path length. Exceeding flow ratios leads to air traps, burn marks, and weak bonding.
- Flow-Length-to-Thickness Ratio: Must remain under 150:1 (Ideally designed around 80:1).
- Vestige Hiding: Place the substrate tab gate where the overmold material will cover the vestige.
- Benefit: Eliminates manual gate-trimming lines and improves cosmetic appearance.
Sealing Lands & Accent Grooves
The mold steel must seal tightly against the substrate to prevent the second-shot material from flashing (bleeding) over adjacent surfaces. Creating a sharp transition line is key to a premium finish.
- Sealing Lands: At least 1.2mm wide (increase to 1.8mm where the sealing path is complex).
- Bevels: Should not exceed 45 degrees.
- Accent Groove: Incorporate a physical "step" or groove (1.5mm - 2.0mm deep, and 0.8mm - 1.0mm wide) on the substrate boundary to provide a secure compressive land.
Process Troubleshooting
Common Defects and Quality Control
Multi-material molding requires absolute precision. Even small mistakes can ruin a batch. Let’s look at the most common factory defects and the strict rules we use to prevent them.
Interfacial Delamination
This happens when the soft rubber layer peels or separates from the hard plastic base. The root cause is a weak chemical bond. Why does the bond fail? It usually comes down to dirty surfaces (like trapped moisture, oil, or dust), using overmold temperatures that are too cold, or picking two plastics that naturally reject each other.
Strict Moisture Control
Water is the enemy of plastic molding. We thoroughly dry all raw materials to the exact levels set by the manufacturer. If the resin is wet, it creates bubbles, splay marks, and ruins the bond strength completely.
No Mold Release Sprays
Using mold release spray is a huge mistake in overmolding. These sprays leave a slick, greasy film on the hard plastic base. This film blocks the chemicals from mixing, which causes the soft rubber to peel off instantly.
Substrate Collapse
Substrate collapse occurs when the hard plastic base actually bends, crushes, or melts during the second injection shot. This happens if the molten rubber is injected at a heat level that exceeds what the base plastic can handle. It can also happen if the injection gate blasts hot material directly against a very thin, weak wall.
Substrate Preheating
If we use a manual pick-and-place method, we always warm up the hard plastic parts before putting them into the mold. A warm base helps the hot, incoming rubber melt into the surface, creating a much stronger grip.
High Velocity & Clamp Force
We shoot the soft rubber into the mold very fast before it has a chance to cool down and freeze. At the same time, we use heavy clamping pressure to keep the mold shut tight. This stops the plastic from leaking and creating messy flash.
Low-Volume Production
Smart Overmolding for Prototypes & Short Runs
You don't always need to wait weeks or spend thousands on steel molds to test a new idea. We use advanced 3D printing to create "rapid tools" that let you hold a real, overmolded part in your hands in just a few days.
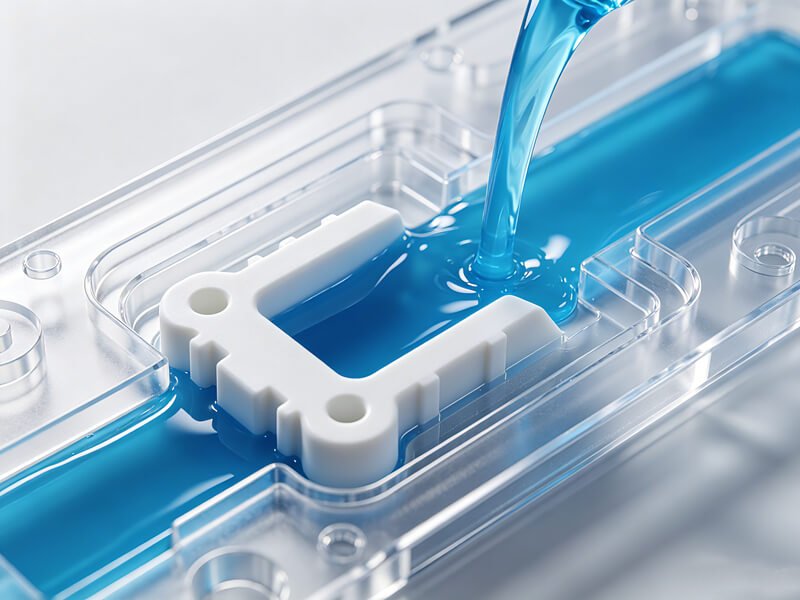
High-Speed SLA Printed Molds
Instead of cutting metal, we print mold inserts using a special high-resolution Clear Resin. This is a huge shortcut for low-volume testing. Why clear? Because it lets our engineers actually watch the plastic or silicone flow into the mold. It makes it easy to check if internal parts are perfectly aligned before the material sets.
To make these tools strong, we print them at a super-fine 50 µm layer height. After a thorough alcohol wash and a 15-minute bake at 60°C, these molds are ready to handle the pressure of real functional testing.
The Step-by-Step Overmolding Shortcut
When you need to wrap soft rubber around a metal handle or an electronic sensor, we follow this proven RTV Silicone Protocol to get perfect results every time:
01
Mix and Degas
We mix medical-grade silicone and remove all air bubbles to ensure a smooth, solid grip.
02
Precise Positioning
We set your hardware on tiny pins to keep the rubber thickness perfectly even everywhere.
03
Clamp and Seal
We lock the mold tight and seal the edges to prevent any liquid from leaking out.
04
Inject and Vibrate
We inject the material and use vibration to make sure it fills every tiny corner.
05
Clean and Trim
We open the mold and trim away extra material for a clean, retail-quality finish.
Sectors We Serve
Specialized Industry Applications
Overmolding demands strict adherence to industry-specific standards. We have deep experience across diverse, high-performance sectors.
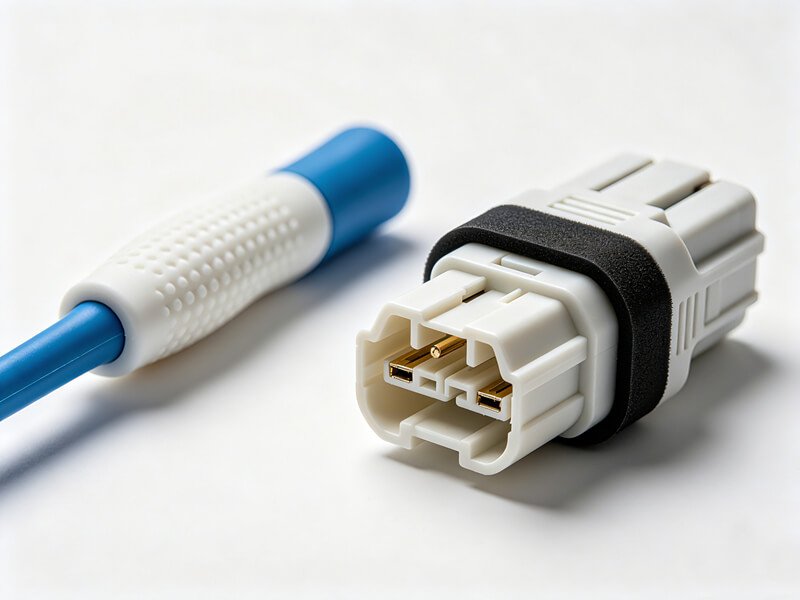
Consumer Electronics
Achieve watertight IP67/IP68 seals for wearables without manual gaskets, and combine rigid polycarbonate with shock-absorbing TPU for drop-resistant protective cases.
Medical Devices
Produce autoclave-safe surgical grips by overmolding medical-grade LSR onto PEEK cores, and seamlessly encapsulate diagnostic electronics in biocompatible, moisture-resistant housings.
Automotive Systems
Enhance cabin comfort with premium soft-touch dashboard controls, and create robust, weather-resistant gaskets directly onto under-hood electrical connectors and sensors.
Industrial Hardware
Apply durable, chemical-resistant soft grips to heavy-duty power tools to dampen mechanical vibration, prevent slippage, and significantly reduce operator fatigue.
Frequently Asked Questions
Expert answers to the most common questions regarding overmolding design, materials, and processes.
While often used interchangeably, there is a distinct difference. Overmolding specifically refers to injecting a plastic or elastomer material over a previously molded plastic substrate to create a multi-material part (like a rubber grip on a plastic toothbrush). Insert molding involves placing a pre-formed, non-plastic component (like a threaded metal brass nut, a steel pin, or an electronic circuit board) into the mold, and injecting plastic around it to encapsulate it.
The substrate (base layer) typically utilizes rigid engineering thermoplastics such as ABS, Polycarbonate (PC), Nylon (PA6/PA66), or Polypropylene (PP). The overmold (secondary layer) usually consists of flexible, rubber-like materials such as Thermoplastic Elastomers (TPE), Thermoplastic Polyurethane (TPU), Thermoplastic Vulcanizates (TPV like Santoprene), or Liquid Silicone Rubber (LSR).
Although the initial tooling for overmolding (especially two-shot molds) is more expensive than standard molds, it drastically reduces costs in high-volume production. It eliminates the need for manual assembly, secondary fixtures, adhesives, and mechanical fasteners. By consolidating multiple components into a single molded part, you reduce labor costs, minimize assembly errors, and streamline your supply chain.
Bonding is achieved in two ways. Chemical bonding occurs when the two materials are highly compatible; the heat of the second injected material slightly melts the surface of the substrate, causing the molecular chains to entangle and fuse. If the materials are incompatible (e.g., molding TPE over low-surface-energy plastics like POM or metals), we design mechanical interlocks. These are physical features like undercuts, dovetails, or through-holes in the substrate that the secondary material flows into and locks around.
To ensure proper material flow and prevent delamination, the overmold material should generally have a wall thickness between 1.0mm and 2.5mm. We highly recommend a nominal thickness of 1.5mm. Additionally, the overmold thickness should be equal to or less than the thickness of the rigid substrate beneath it to prevent the substrate from warping or collapsing under injection pressure.
Yes, but careful material selection is required. LSR processing involves very high curing temperatures (often 300°F to 400°F). Therefore, the plastic substrate must have a high melting point and heat deflection temperature so it does not melt or warp during the overmolding process. Engineering plastics like glass-filled Nylon, Polybutylene Terephthalate (PBT), and Polycarbonate are excellent substrate choices for LSR overmolding.
Common defects include delamination (poor bonding), flash (material bleeding past shut-offs), and short shots (incomplete filling). We avoid these through rigorous DFM: ensuring materials are chemically compatible, maintaining uniform wall thicknesses, utilizing adequate draft angles, designing proper hard shut-offs (like accent grooves) to prevent flash, and strictly avoiding mold release sprays which ruin chemical adhesion.
The choice depends heavily on your production volume. Two-shot molding uses a single complex machine to mold both materials in a continuous, automated cycle. It has high tooling costs but very low part costs, making it ideal for volumes over 100,000 units. Pick-and-place (insert overmolding) uses two separate molds and requires transferring the substrate. It has lower tooling costs but higher labor costs, making it highly economical for low-to-medium volumes (under 50,000 units) or prototyping.
Yes. While rigid plastic substrates require standard draft angles (1° to 3°), soft elastomer overmolds (TPE/TPU/Silicone) have a high coefficient of friction and tend to stick to the mold cavity. To ensure clean ejection without tearing the soft material, overmolded sections require larger draft angles—typically 3° to 5° for smooth surfaces, and up to 7° if a heavy texture is applied to the grip.
Standard overmolding tools generally take 4 to 6 weeks to design, machine, and test (T1 sampling). More complex automated two-shot (2K) rotary molds may take 6 to 8 weeks. However, if rapid prototyping is required, we can utilize 3D printed molds (SLA) to produce functional overmolded prototype parts in just a few days.
Trusted by Engineers Worldwide
Don't just take our word for it. Here is what clients say about RapidAPlus.
"The bond strength achieved on our TPE-over-Polycarbonate medical scanner is flawless. Their engineering team identified a potential delamination issue during the DFM stage and corrected it before we cut steel. Exceptional expertise."











Ready to Bring Your Design to Life?
Upload your CAD files today. Our engineers will review your design and provide a quote with DFM feedback within 4 hours.
Free DFM Analysis included with every quote
NDA Protection guaranteed
No Hidden Fees, transparent pricing
Real Engineering Support (Not just sales)
Manufacturing Insights
Design guides, material comparisons, and industry trends.
The Definitive Guide to Overmolding: Engineering Principles, Material Science, and Design Best Practices
Think about the last time you handled a premium power tool, a high-end medical device, or even your favorite travel…

The Ultimate Guide to 2-Shot Injection Molding: The Multi-Material Revolution
Pick up your smartphone. Feel the crisp click of the power button and the soft, grippy texture of the protective…

The Definitive Guide to Custom Plastic Injection Molding: From Prototype to Production
Have you ever looked at a Lego brick and wondered how it’s possible to make millions of them, all exactly…